我们为您呈现了【鸡泽】 钢板卷管现货实拍产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:鸡泽【鸡泽】 钢板卷管现货实拍的图文介绍


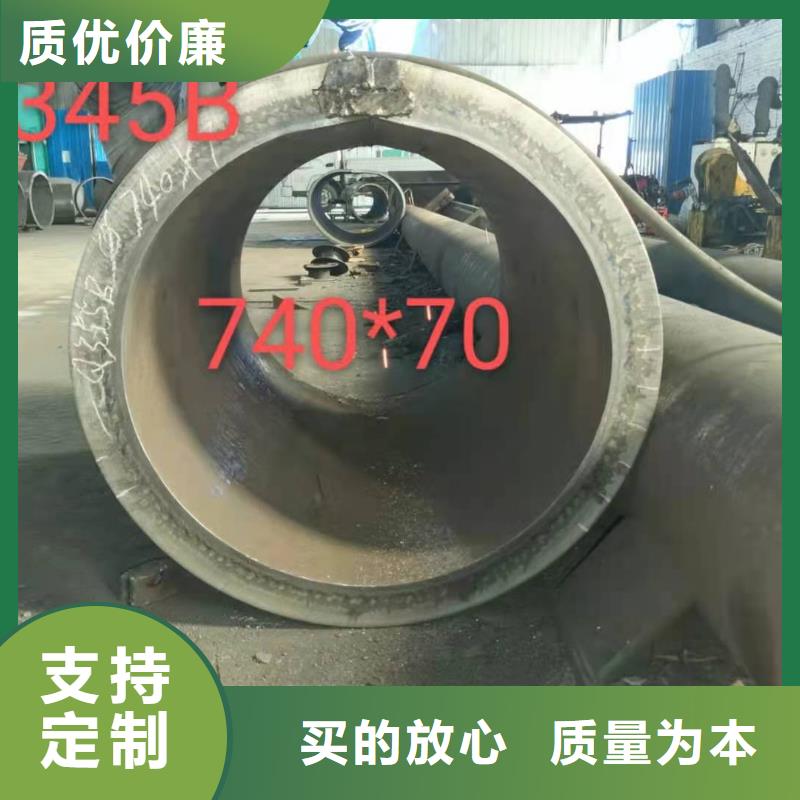
各类型钢板卷管合金都有以下通性: (1)多数合金熔点低于其组分中任一种组成金属的熔点; (2)硬度比其组分中任一金属的硬度大; (3)合金的导电性和导热性低于任一组分金属。利用合金的这一特性,可以制造高电阻和高热阻材料。还可制造有特殊性能的材料,如在铁中掺入15%铬和9%镍得到一种耐腐蚀的不锈钢,适用于化学工业。 (4)有的抗腐蚀能力强(如不锈钢) 钢管卷管结构形式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过液压缸内的液压油作用于活塞而获得,为液压传动;两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮啮合,为卷制板材提供扭矩。钢管卷管缺点是板材端部借助其它设备进行预弯。



山特金属制品有限公司生产的 异形管、性价比高,厂家直销,售后服务好,如果对我方 异形管、产品有任何疑问或需要更更多的资料,请尽管来电告知.我们乐意随时提供服务。


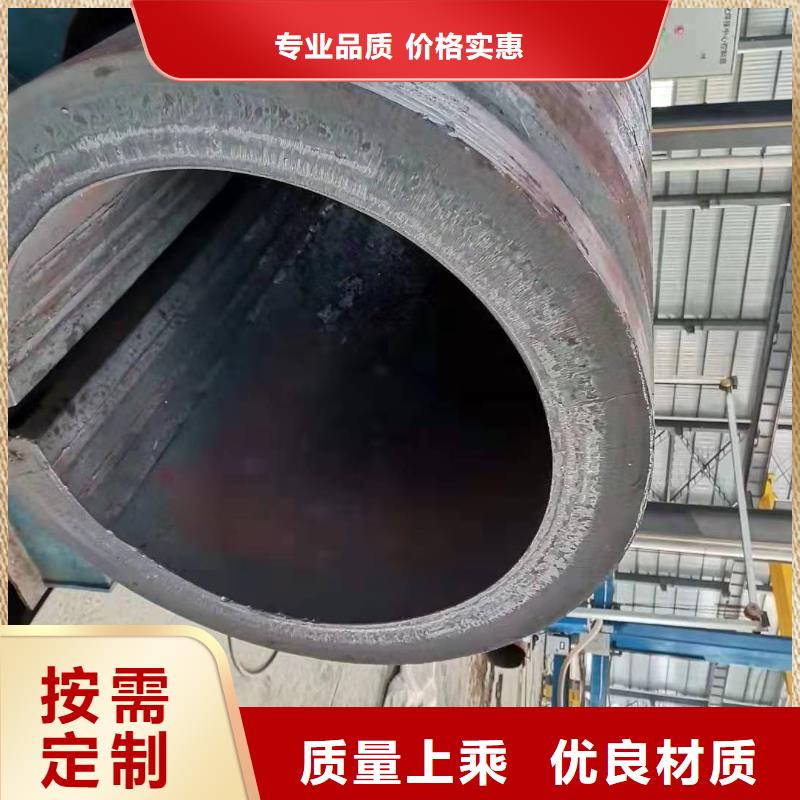
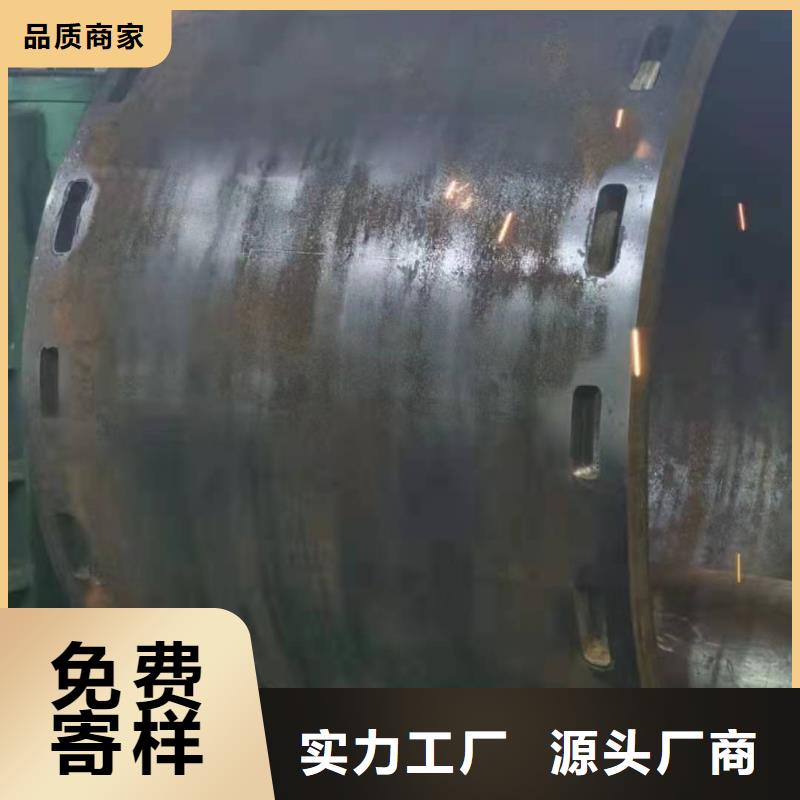
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。






 扫一扫
扫一扫